


Hvad er TBM-fremstilling, og hvorfor betyder det noget?
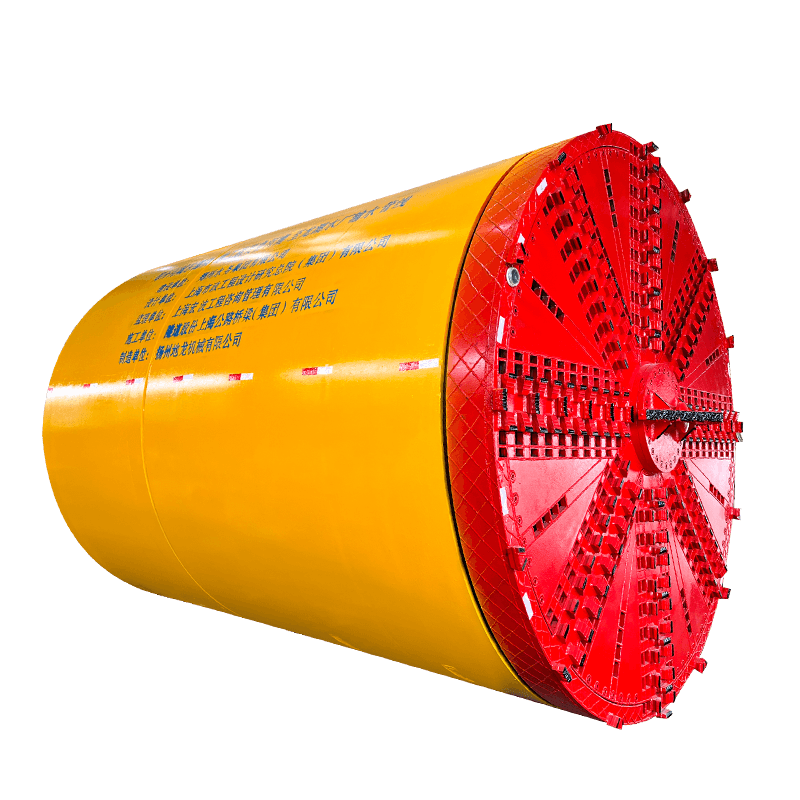
TBM-fremstilling refererer til konstruktion og produktion af tunnelboremaskiner - massive, højt specialiserede stykker udstyr, der bruges til at udgrave tunneller gennem sten, jord, ler og blandede jordforhold. Disse er blandt de mest komplekse maskiner, der nogensinde er bygget, og kombinerer banebrydende mekanik, hydraulik, elektronik og materialevidenskab i et enkelt integreret system, der kan veje alt fra et par hundrede tons for en lille forsyningstunnelmaskine til over 7.000 tons for et metro- eller motorvejstunnelprojekt med stor diameter. Fremstillingsprocessen for tunnelboremaskiner er ikke som at producere det meste af industrielt udstyr - hver maskine er faktisk et specialfremstillet projekt, der er udviklet til at opfylde de specifikke geologi, diameter, justering og foringskrav i en enkelt tunnelkontrakt.
Den globale efterspørgsel efter TBM'er er vokset støt i årtier, drevet af massive infrastrukturinvesteringer i metrobanesystemer, vejtunneler, vandforsynings- og spildevandsinfrastruktur, vandkrafttunneler og underjordiske logistiknetværk. Byer fra London til Mumbai til Los Angeles bruger aktivt TBM'er til at bygge underjordisk infrastruktur uden at forstyrre overfladelivet. Denne efterspørgsel har skabt en global konkurrencedygtig TBM-fremstilling industri domineret af en håndfuld store producenter, der er i stand til at levere specialfremstillede maskiner konstrueret og bygget til ekstraordinære præcisionstolerancer på kontrakttidslinjer, der kan strække sig over 18 måneder eller mere.
Typer af tunnelboremaskiner og hvordan de er fremstillet forskelligt
TBM-fremstilling er ikke en enkelt produktionsproces - det er en familie af beslægtede, men tydeligt forskellige maskindesigns, der hver især er konstrueret til specifikke jordforhold. Den type TBM, der vælges til et projekt, former grundlæggende fremstillingsomfanget, komponentspecifikationerne og den involverede monteringskompleksitet.
Hard Rock TBM'er (Gripper TBM'er)
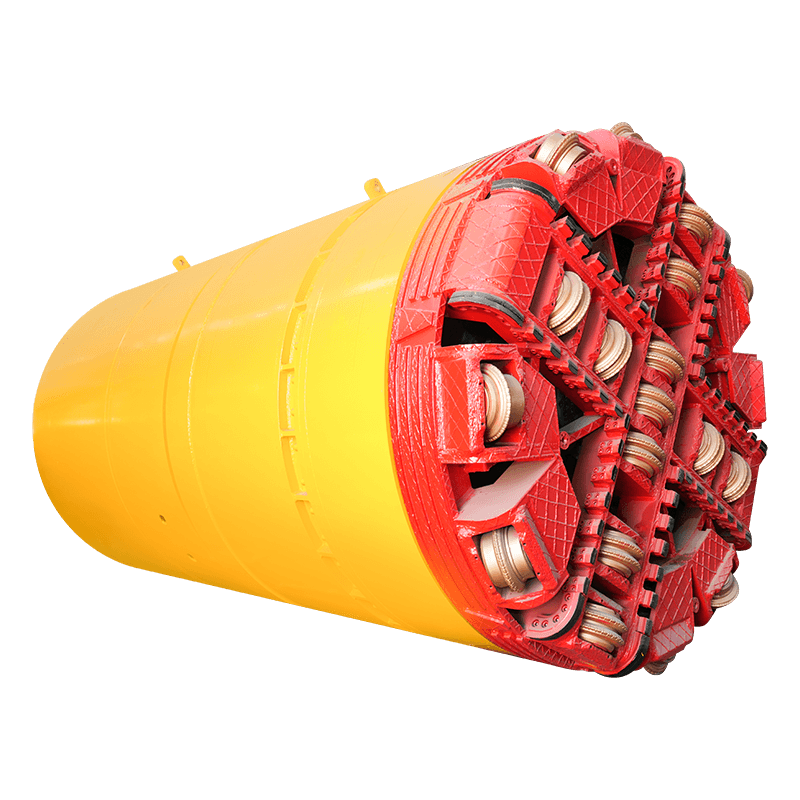
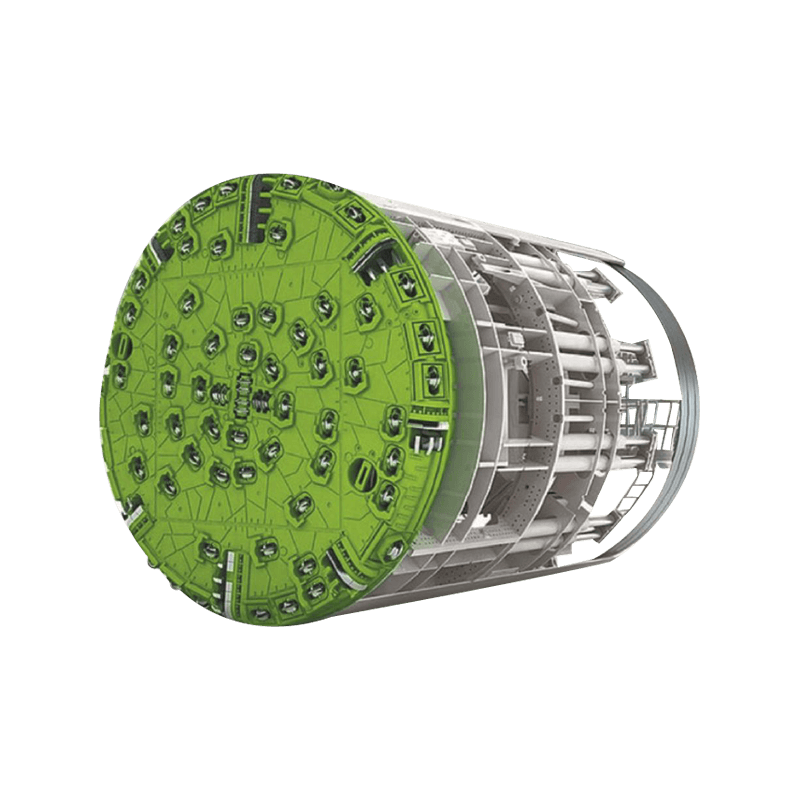
Gripper TBM'er er designet til tunneling gennem solid, kompetent bjergart som granit, basalt og kalksten. Maskinen bevæger sig frem ved at skubbe det roterende skærehoved mod klippefladen, mens hydrauliske gribere strækker sig sideværts for at afstive mod tunnelvæggene, hvilket giver den reaktionskraft, der er nødvendig for fremadgående tryk. Fremstilling af en griber TBM er centreret om at producere et ekstremt robust skærehoved - typisk fremstillet af højstyrkestålplade med præcist placerede skiveskærerhuse - og en kraftig hovedlejesamling, der er i stand til at overføre enorme trykbelastninger, mens den roterer kontinuerligt. Skiveskærere på hard rock-maskiner er præcisionsfremstillede hårdmetalkomponenter, der skal fremstilles med snævre dimensionelle tolerancer for at sikre jævnt slid på tværs af skærehovedets overflade.
Earth Pressure Balance (EPB) maskiner
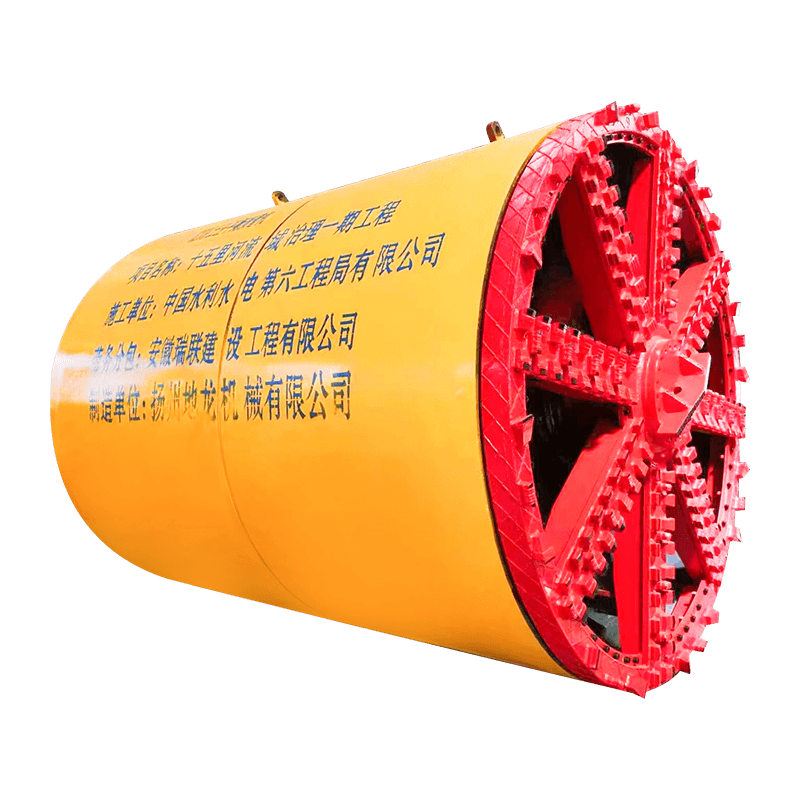
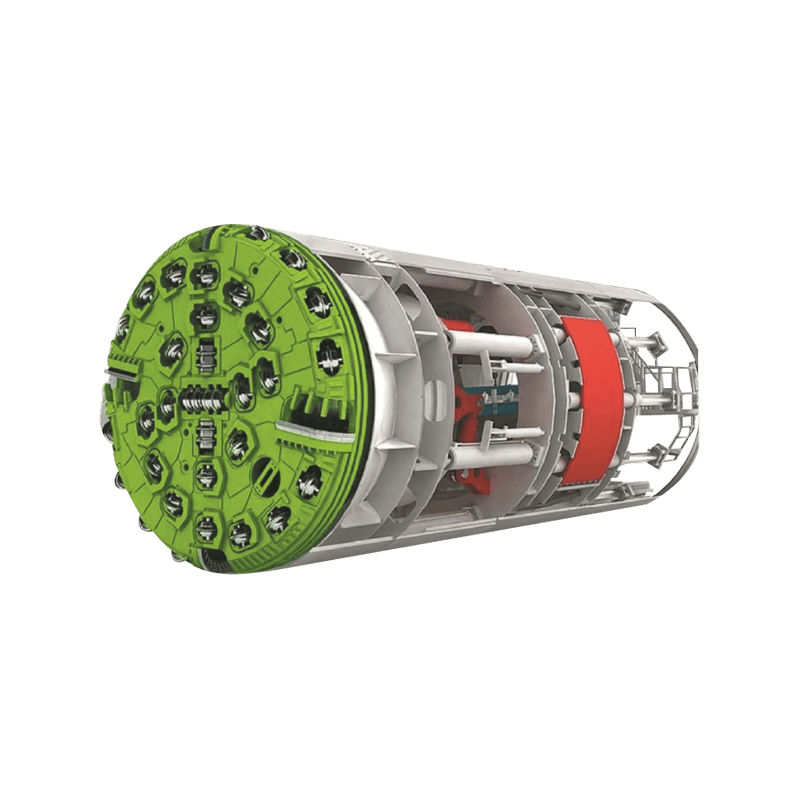
EPB-maskiner er arbejdshesten i bytunneler i blød jord, blandet jord og vandførende forhold. De bruger selve det udgravede materiale - konditioneret med skum-, polymer- eller bentonittilsætningsstoffer - for at opretholde ansigtstrykket og forhindre jordsætning over tunnelen. Fremstillingskompleksiteten af en EPB TBM er centreret om skruetransportørsystemet, der styrer materialeudvindingshastigheden for at afbalancere overfladetrykket, skumindsprøjtningssystemet integreret i skærehovedet og skjoldkroppen, der skal modstå det fulde jord- og vandtryk i den omgivende jord. Skærhovedgeometrien for EPB-maskiner er fundamentalt forskellig fra hårde klippedesigns - den indeholder skrabere, skovle og jordbehandlingsporte i stedet for skiveskærerhuse.
Slurry Shield TBM'er
Gylle-TBM'er bruges i løs, vandmættet jord, hvor selv EPB ansigtsbehandling er utilstrækkelig til at opretholde stabiliteten. De opretholder fladetrykket ved hjælp af en tryksat bentonit-slam, der fylder udgravningskammeret, understøttet af et skot bag skærehovedet. Gylle pumpes til overfladen gennem en rørledning, behandles i et separationsanlæg for at fjerne snavs og recirkuleres tilbage til ansigtet. TBM-fremstilling til gyllemaskiner involverer produktion af separationsanlægget som en del af det overordnede systemomfang - en yderligere ingeniørudfordring, der involverer hydrocykloner, centrifuger og gyllepumpeinfrastruktur ud over selve maskinen.
TBM'er med blandet jord og variabel densitet
Nogle af de mest komplekse TBM'er, der nogensinde er fremstillet, er maskiner designet til blandingsforhold - tunneler, der passerer gennem både klippe og blød jord inden for det samme tunneltværsnit, eller overgangen mellem hårde klipper og bløde jordzoner langs linjeføringen. Disse TBM'er med variabel densitet eller blandet jord skal inkorporere både skiveskærere og skæreværktøjer til blødt jord i det samme skærehoved, med konvertible udgravningskamre, der kan skifte mellem EPB- og hard rock-tilstande under kørslen. Fremstilling af disse maskiner kræver løsning af samtidige modstridende designkrav, der presser TBM-teknik til dets grænser.
Kernekomponenter fremstillet i hver TBM
Uanset type deler hver tunnelboremaskine et sæt grundlæggende delsystemer, som skal designes og fremstilles til at fungere sammen som et præcist integreret system. At forstå disse kernekomponenter forklarer, hvorfor TBM-fremstilling er så teknisk krævende og tidskrævende.
| Komponent | Funktion | Nøgleproduktionsudfordring |
| Kutterhoved | Udgraver tunnelfladen ved at rotere mod sten eller jord | Strukturel integritet under kombinerede tryk- og drejningsmomentbelastninger; skæreværktøjets positioneringsnøjagtighed |
| Hovedlejesamling | Understøtter skærehovedet og overfører tryk og drejningsmoment | Lejelevetid under vedvarende høj belastning; tætning mod jordforurening |
| Skjold Krop | Beskytter arbejdere og udstyr; giver strukturelle boliger | Præcisionsrundhed til segmenterektion; jordtryksmodstand |
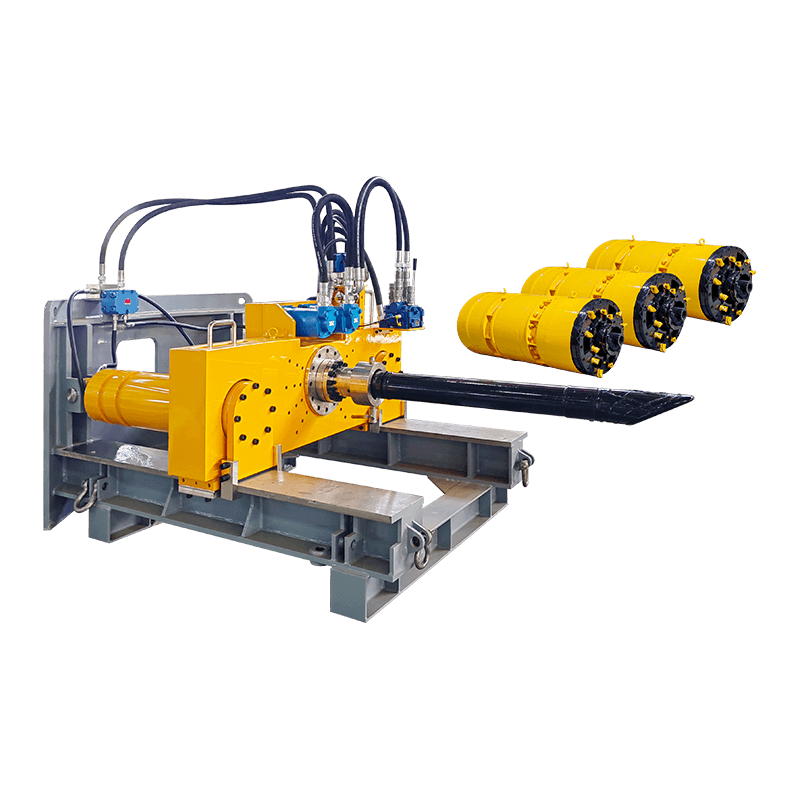
| Trykcylindersystem | Driver maskinen fremad mod installeret tunnelbeklædning | Synkroniseret slagkontrol på tværs af alle cylindre; tætningspålidelighed |
| Segmentopstiller | Udvælger og installerer præfabrikerede betonbeklædningssegmenter | Positioneringsnøjagtighed; vakuumsystem pålidelighed; lastekapacitet |
| Drivmotorer og gearkasser | Drej klippehovedets rotation | Effekttæthed i begrænset rum; termisk styring |
| Hydraulisk kraftenhed | Driver alle hydrauliske systemer inklusiv thrust og erector | Systemintegration; redundans; varmeafvisning i begrænset rum |
| Kontrol- og vejledningssystem | Navigerer i tunnelens linjeføring og overvåger alle systemer | Nøjagtighed i GPS-benægtet underjordisk miljø; dataintegration i realtid |
TBM-fremstillingsprocessen trin for trin
Processen med at fremstille en tunnelboremaskine fra kontrakttildeling til fabriksgodkendelsestest er et langvarigt ingeniør- og produktionsprogram i flere trin. Forståelse af rækkefølgen tydeliggør, hvorfor leveringstider for TBM typisk er 12-24 måneder, selv for erfarne producenter med etablerede forsyningskæder.
Fase 1 — Geoteknisk og projektkravsanalyse
Før en enkelt komponent designes, udfører TBM-producentens ingeniørteam en detaljeret analyse af de geotekniske undersøgelsesdata leveret af kunden. Dette inkluderer borehulslogs, stenstyrkeparametre, grundvandstrykprofiler, abrasivitetstestresultater og jordpermeabilitetsdata langs hele tunnelens linjeføring. Denne analyse driver klippehovedets design, dimensionering af tryksystem, lejespecifikationer og jordkonditioneringssystemets konfiguration direkte. En maskine, der er designet baseret på unøjagtige eller utilstrækkelige jorddata, vil underperforme eller fejle - den geotekniske analyse er det grundlag, som hele designet er bygget på.
Fase 2 — Custom Engineering og Design
Med etablerede jordforhold udvikler ingeniørteamet det komplette TBM-design ved hjælp af avanceret 3D CAD-software og finite element-analyse. Det strukturelle design af skærehovedet analyseres for kombinerede tryk- og drejningsmomentbelastningsscenarier. Beregninger af hovedlejers levetid udføres ved hjælp af ISO 281 lejelevetidsteori tilpasset til TBM-specifikke belastningsspektre. Afrundingstolerancer for skjoldlegemet er indstillet baseret på segmentforingsgeometrien. Hver større svejsning i den strukturelle fremstilling er designet og dokumenteret i henhold til relevante strukturelle koder. Alene denne designfase tager typisk tre til fem måneder for en TBM med stor diameter og producerer titusindvis af tekniske tegninger og specifikationer.
Fase 3 — Materialeindkøb og forsyningskæde
TBM-fremstilling kræver et enormt udvalg af specialiserede materialer og komponenter, hvoraf mange har lange leveringstider. Højstyrke konstruktionsstålplade til skærehovedet og skjoldkroppen, drejeringslejer med stor diameter, planetgearkasser med højt drejningsmoment, hydrauliske cylindre fremstillet efter præcise slag- og trykspecifikationer og specialiserede tætningssystemer kræver alle tidlige indkøb for at undgå at forsinke fremstillingen. Hovedlejesamlingen - en massiv drejering, der kan overstige tre meter i diameter for en stor TBM - har ofte en selvstændig fremstillingstid på seks til ni måneder og er typisk den kritiske vej i hele TBM's leveringsplan.
Fase 4 — Strukturel fremstilling
Den strukturelle fremstilling af en TBM involverer skæring, formning og svejsning af tunge stålpladesektioner i de vigtigste strukturelle samlinger - skærehovedet, frontskjoldet, bagskjoldet og bagende gearkomponenter. Dette arbejde udføres af certificerede struktursvejsere ved hjælp af prækvalificerede svejseprocedurer og inspiceres ved ikke-destruktiv testning, herunder ultralyd, magnetisk partikel- og radiografisk undersøgelse. Dimensionskontrol under fremstilling er kritisk - skjoldkroppen skal være rund til inden for snævre tolerancer, så tunnelbeklædningssegmenter kan installeres med ensartet mellemrumsgeometri. Store strukturelle samlinger bearbejdes efter fremstillingen for at opnå de påkrævede grænsefladetolerancer ved parringsoverflader.
Trin 5 — Mekanisk og hydraulisk samling
Med den strukturelle fremstilling færdig, samles maskinen gradvist med sine mekaniske, hydrauliske og elektriske systemer. Hovedlejet er installeret og tilspændt til specifikation. Drivmotorer og gearkasser er monteret og justeret. Trykcylindersystemet er installeret, og alle cylindre tryktestes individuelt, før de tilsluttes den hydrauliske kraftenhed. Segmentopstillingsarmen samles og dens rækkevidde, hastighed og belastningskapacitet verificeres. Styresystemet er kablet og integreret, med alle sensorindgange og aktuatorudgange verificeret i forhold til kontrollogikkens dokumentation. Denne monteringsfase er intensiv med faglært arbejdskraft - TBM-montering kræver teknikere, der forstår den fulde systemintegration, ikke kun individuelle komponentinstallationer.
Fase 6 — Fabriksaccepttest
Før en TBM forlader fabrikken, gennemgår den en omfattende Factory Acceptance Test (FAT) bevidnet af kunden og deres tekniske repræsentanter. FAT verificerer, at alle systemer fungerer efter specifikationerne under kontrollerede forhold - klippehovedets rotationshastighed og drejningsmoment, trykcylinderkraft og slag, segmentopretterrækkevidde og belastningskapacitet, hydraulisk systemtryk og flow, elektrisk systemfunktion og kontrolsystemrespons. Styresystemet er kalibreret og verificeret. Eventuelle mangler, der identificeres under FAT, skal rettes, før maskinen godkendes til forsendelse. FAT-registreringen bliver en del af maskinens permanente dokumentation og refereres til i hele dens levetid.

Præcisionstekniske standarder i TBM-produktion
Præcisionskravene til TBM-produktion konkurrerer med tungt rumfarts- og forsvarsudstyr. Disse tolerancer er ikke vilkårlige – de påvirker direkte maskinens evne til at bygge en tunnel til den specificerede justering, installere foringssegmenter uden skader og opretholde vandtætte samlinger mellem segmenterne i hele tunnelens levetid.
- Afrunding af skærehovedet: Den ydre diameter af skærehovedet skal være inden for ±2–3 mm fra den nominelle boringsdiameter for at opretholde det konstruerede overskæring og forhindre skjoldet i at blive fanget i jorden. At opnå denne tolerance i en fremstillet stålkonstruktion på fem til tolv meter i diameter kræver omhyggelig sekvensering af svejseoperationer for at kontrollere forvrængning og eftersvejsning af kritiske grænsefladeoverflader.
- Bearbejdning af hovedlejesæde: Husets boring og akseltap, der lokaliserer hovedlejesamlingen, skal bearbejdes til tolerancer i området IT6–IT7 (0,010–0,025 mm) og inspiceres ved hjælp af præcisionskoordinatmålemaskiner. Forkert lejesædegeometri reducerer lejernes levetid dramatisk og kan forårsage for tidlig træthedsfejl dybt under jorden - et ekstremt dyrt og tidskrævende reparationsscenarie.
- Skjoldkroppens cirkularitet: De forreste og bageste skærmsegmenter skal samles og bearbejdes til en cirkulæritetstolerance typisk inden for 5-10 mm over hele diameteren, hvilket sikrer, at det ringformede mellemrum mellem skjoldet og de installerede foringssegmenter er konsistent rundt om omkredsen. Denne konsistens er afgørende for halehudens tætningseffektivitet - børsterne og fedtet, der tætner mellemrummet mellem skjoldets hale og foringen, skal have ensartet kontakt for at forhindre indtrængning af grundvand.
- Synkronisering af trykcylinderslag: I en stor TBM skal 30-50 individuelle trykcylindre forlænges og trækkes tilbage i præcist koordinerede grupper for at kontrollere maskinens hældning og krøjning, mens den styrer langs tunnelens linjeføring. Cylindrene skal være fremstillet med ensartede slagtolerancer, og kontrolsystemet skal kalibreres for at opretholde positionssynkronisering inden for få millimeter over hele cylinderslaget.
- Pladeskærerhusposition: På TBM'er for hårdt klippe skal placeringen af hvert skiveskærerhus i skærehovedet indstilles nøjagtigt til den beregnede skæreradius, hvilket sikrer, at alle fræsere i samme radius følger den samme rille i klippefladen. Positionsfejl i skæreafstanden forårsager overbelastede individuelle fræsere og accelereret slitage, hvilket reducerer knivens levetid og øger hyppigheden af tidskrævende fræserskift under jorden.
Nøgleteknologier, der driver moderne TBM-produktion
Det nyeste inden for fremstilling af tunnelboremaskiner er gået betydeligt frem i de seneste årtier, drevet af kravene fra stadig mere udfordrende tunnelprojekter og integrationen af digitale ingeniørværktøjer, som ikke var tilgængelige for tidligere generationer af TBM-designere.
Digital tvilling og simulering
Førende TBM-producenter udvikler nu komplette digitale tvillingemodeller af hver maskine, før fremstillingen begynder. Disse modeller integrerer strukturel analyse, hydraulisk systemsimulering og kontrollogikmodellering for at verificere systemets ydeevne på tværs af hele rækken af driftsforhold, der forventes på det specifikke projekt. Digitale tvillinger gør det muligt for ingeniører at identificere grænsefladekonflikter, optimere komponentpositionering og simulere fejlscenarier, før et enkelt stykke stål skæres. Under drift kan den digitale tvilling løbende opdateres med rigtige maskindata for at understøtte forudsigelig vedligeholdelse og fejlfinding fra producentens ingeniørcenter hvor som helst i verden.
Avancerede skærehovedmaterialer og slidbeskyttelse
Slid på skærehoveder er en af de primære faktorer, der begrænser TBM-fremrykningshastigheden og øger vedligeholdelsesomkostningerne i slibende jord. Moderne TBM-fremstilling inkorporerer avancerede slidbeskyttelsesstrategier, herunder wolframcarbid-slidknapper, kromcarbid-overlejringsplade og keramiske komposit-slidskær i skærehovedets mest slidstærke zoner. Udvælgelsen og placeringen af slidbeskyttelse er nu analyseret ved hjælp af beregningsvæskedynamik og diskret elementmodellering for at forudsige slidmønstre for projektets specifikke jord- og klippeforhold, hvilket gør det muligt at koncentrere beskyttelsen, hvor den er mest nødvendig i stedet for at blive anvendt ensartet.
Automatiseret svejsning og robotfremstilling
Mens meget af TBM-fremstilling stadig er afhængig af højtuddannede manuelle svejsere, har integrationen af automatiserede svejsesystemer forbedret svejsekonsistens og produktivitet i højvolumen svejsesamlinger. Robotsvejseceller bruges til gentagne strukturelle svejsninger i skjoldlegemepaneler og egersektioner, hvor ensartet svejsegeometri er kritisk. Neddykket buesvejsning er meget udbredt til kraftige stødsvejsninger i tykke pladesektioner, hvilket giver dyb indtrængning og høje aflejringshastigheder med pålidelig kvalitet. Disse automatiserede processer frigør dygtige svejsere til at fokusere på komplekse adgangsforbindelser, hvor deres ekspertise tilføjer mest værdi.
Real-Time Performance Monitoring Systemer
Moderne TBM'er er udstyret med hundredvis af sensorer, der overvåger alt fra individuel trykcylinderkraft til hovedlejetemperatur, skærehovedmoment, fladetryk, haletætningsfedtindsprøjtningstryk og segmentopretterposition. Disse data logges i realtid, vises til operatøren, overføres til projektingeniørens kontor og deles i mange tilfælde sikkert med TBM-producentens ingeniørteam. Evnen til at overvåge maskinens ydeevne eksternt har ændret, hvordan producenter understøtter deres udstyr i marken, hvilket muliggør hurtig diagnosticering af nye problemer, før de udvikler sig til dyre fejl.
Globale TBM-producenter og hvor de bygger deres maskiner
TBM-fremstillingsindustrien er koncentreret blandt et lille antal store internationale producenter, hver med specialiserede tekniske kapaciteter og produktionsfaciliteter, der er i stand til at producere de største og mest komplekse maskiner i verden.
- Herrenknecht AG (Tyskland): Verdens største TBM-producent efter enhedsvolumen og omsætning, med hovedkontor i Schwanau, Tyskland. Herrenknecht fremstiller hele udvalget af TBM-typer fra små mikrotunnelmaskiner til gylle- og EPB-maskiner med stor diameter, med store produktionsfaciliteter i Tyskland og montageaktiviteter globalt. De har leveret maskiner til nogle af verdens mest udfordrende tunnelprojekter, herunder Gotthard Base Tunnel og adskillige metrosystemer på tværs af Asien og Mellemøsten.
- The Robbins Company (USA): Et af de ældste og mest kendte navne inden for TBM-fremstilling, Robbins var banebrydende for hard rock TBM-teknologi og er fortsat førende inden for fjernlysgribere TBM'er til klippetunneldrift. De fremstiller og istandsætter maskiner på faciliteter i USA og har et globalt service- og supportnetværk for deres udstyr i drift over hele verden.
- NFM Technologies (Frankrig, en del af Bouygues-gruppen): En fransk TBM-producent med stærk ekspertise inden for bytunnelmaskiner med stor diameter, især gylleskjold og EPB-typer til udfordrende europæiske og internationale projekter. NFM har leveret maskiner til større metroprojekter i Paris, Rom og på tværs af Sydøstasien.
- CREG — China Railway Engineering Equipment Group: Kinas største TBM-producent og nu en af de største i verden målt i volumen, har CREG hurtigt udviklet sine ingeniør- og produktionskapaciteter gennem en kombination af licenseret teknologi og indenlandske F&U-investeringer. CREG leverer størstedelen af TBM'er, der bruges i Kinas massive igangværende metro- og højhastighedsjernetunnelkonstruktionsprogrammer og er begyndt at eksportere til internationale markeder.
- Kawasaki Heavy Industries og Mitsubishi Heavy Industries (Japan): Begge japanske ingeniørkonglomerater har lange historier inden for TBM-fremstilling, primært til det japanske hjemmemarked og udvalgte eksportprojekter. Japansk TBM-fremstilling er kendt for ekstrem høj byggekvalitet og præcision, med særlig styrke inden for skjoldmaskineteknologi til blød jord bytunneling.
- Caterpillar (Lovat division, Canada): Caterpillar købte Lovat, en canadisk TBM-producent, og fortsætter med at producere EPB og gyllemaskiner under Caterpillars tunneling-mærke. Deres maskiner er meget udbredt i nordamerikanske infrastrukturtunnelprojekter, herunder vandforsyning og bytransport.
TBM Renovering og Refabrikation
Et væsentligt og voksende segment af TBM-fremstillingsindustrien er renovering og genfremstilling af brugte maskiner til nye tunnelprojekter. I betragtning af de enorme omkostninger ved en ny TBM - en maskine med stor diameter kan koste $15 millioner til $50 millioner USD eller mere - vurderer projektejere og entreprenører i stigende grad renoverede maskiner som et omkostningseffektivt alternativ, når projektforholdene er kompatible med en eksisterende maskines specifikationer.
TBM-renovering involverer typisk adskillelse af alle større systemer, inspektion og udskiftning af slidkomponenter, istandsættelse af strukturelle samlinger, eftersyn af hovedlejet, udskiftning af hydrauliske tætninger og cylindre samt fuldstændig ombygning af el- og kontrolsystemerne. Ved større renoveringsprojekter kan skærehovedet omstruktureres for at ændre skærelayoutet til forskellige jordforhold, eller skjolddiameteren kan justeres en smule gennem tilføjelse eller fjernelse af stålindsatser i skindpladen. En veludført renovering kan forlænge maskinens levetid med endnu et fuldt projekt og nogle gange mere til en brøkdel af prisen på en ny maskine.
Udfordringer og fremtidige tendenser inden for fremstilling af tunnelboremaskiner
TBM-fremstilling står over for en række løbende tekniske og kommercielle udfordringer, der former, hvordan industrien udvikler sig i det kommende årti. Efterspørgslen efter større, dybere og mere automatiserede tunnelløsninger flytter grænserne for, hvad den nuværende TBM-teknologi kan opnå og driver betydelige F&U-investeringer på tværs af industrien.
- Forøgelse af maskinens diameter: Tendensen mod større tunneldiametre til motorvejs- og kombinerede metro-/vejtunneler producerer maskiner af ekstraordinær skala. Maskiner med en diameter på over 15 meter præsenterer strukturelle og logistiske udfordringer, der kræver nye tekniske løsninger - transport, samling og opsendelse af sådanne maskiner i det begrænsede rum af en affyringsskakt kræver omhyggelig planlægning på alle stadier af fremstillings- og leveringsprocessen.
- Automatiserede fræserskiftesystemer: Udskiftning af skiveskærere på hårde sten-TBM'er kræver, at arbejdere går ind i udgravningskammeret under atmosfæriske eller tryksatte forhold for manuelt at erstatte slidte fræsere - en af de mest krævende og farlige opgaver inden for tunnelering. Adskillige producenter udvikler systemer til udskiftning af robotkuttere, der kan udføre dette arbejde på afstand, hvilket eliminerer arbejdernes eksponering for det farlige, tryksatte udgravningsmiljø. At udvikle manipulatorer, der er i stand til at håndtere skærevægte på over 200 kg i lukkede, våde, forurenede rum er en betydelig ingeniørudfordring.
- Elektrificering af drivsystemer: Stigende regulatoriske pres på underjordisk luftkvalitet og kulstofemissioner accelererer udviklingen af helt elektriske TBM-drivsystemer, der eliminerer hydraulikolie og dieselbaseret kraft fra maskinen. Elektriske direkte drevne skærehovedermotorer, elektriske trykcylindreaktuatorer og batteri- eller netdrevet tunnellogistik er alle under aktiv udvikling af større producenter.
- Forsyningskædens modstandsdygtighed: De seneste års globale forstyrrelser afslørede sårbarheder i de udvidede forsyningskæder, som TBM-producenter er afhængige af - især for lejer med stor diameter, specialiserede hydrauliske komponenter og elektroniske styresystemer. Producenter arbejder aktivt på at kvalificere alternative leverandører, øge den strategiske komponentbeholdning og i nogle tilfælde bringe tidligere outsourcet komponentfremstilling internt for at reducere eksponeringen for forsyningskædeforstyrrelser.
- AI-assisteret vejledning og autonom drift: Integrationen af kunstig intelligens i TBM-vejlednings- og kontrolsystemer er et aktivt udviklingsområde. Maskinlæringsmodeller, der er trænet på historiske projektdata, kan optimere styreparametre, forudsige foringsringens byggekvalitet og advare operatører om at udvikle jordforhold, før de forårsager driftsproblemer. Fuldstændig autonom TBM-drift er fortsat et langsigtet mål, men trinvis automatisering af rutinemæssige operationelle opgaver er allerede ved at blive implementeret på nuværende projekter.
Endelige tanker om TBM-produktion
Fremstilling af tunnelboremaskiner befinder sig i skæringspunktet mellem konstruktionsteknik, præcisionsbearbejdning, hydraulik, elektronik og materialevidenskab - og det gør det i et omfang, som få andre industrier kan matche. Hver TBM, der forlader en fabrik, er en specialfremstillet løsning på et specifikt sæt af geologiske og projektmæssige udfordringer, og kvaliteten af denne konstruktion og fremstilling kommer i sidste ende til udtryk i, hvor pålideligt maskinen borer gennem jorden, hvor konsekvent den installerer en kvalitets tunnelbeklædning, og hvor sikkert den bringer arbejdere hjem ved slutningen af hvert skift.
Efterhånden som den globale efterspørgsel efter infrastruktur fortsætter med at drive investeringer i underjordisk konstruktion, står TBM-producenter over for en spændende og krævende fremtid - leverer maskiner af stigende størrelse, kompleksitet og teknologisk sofistikering, mens de administrerer forsyningskæder, udvikler næste generation af ingeniører og fabrikanter og integrerer digitale teknologier, der vil definere, hvordan tunnelboring ser ud i løbet af det næste halve århundrede. For alle, der er involveret i tunnelbyggeri, indkøb eller projektudvikling, er det grundlæggende at forstå, hvordan disse ekstraordinære maskiner er designet og bygget, for at træffe informerede beslutninger om et af de mest komplekse og følgeskabende stykker byggeudstyr, der nogensinde er skabt.

















